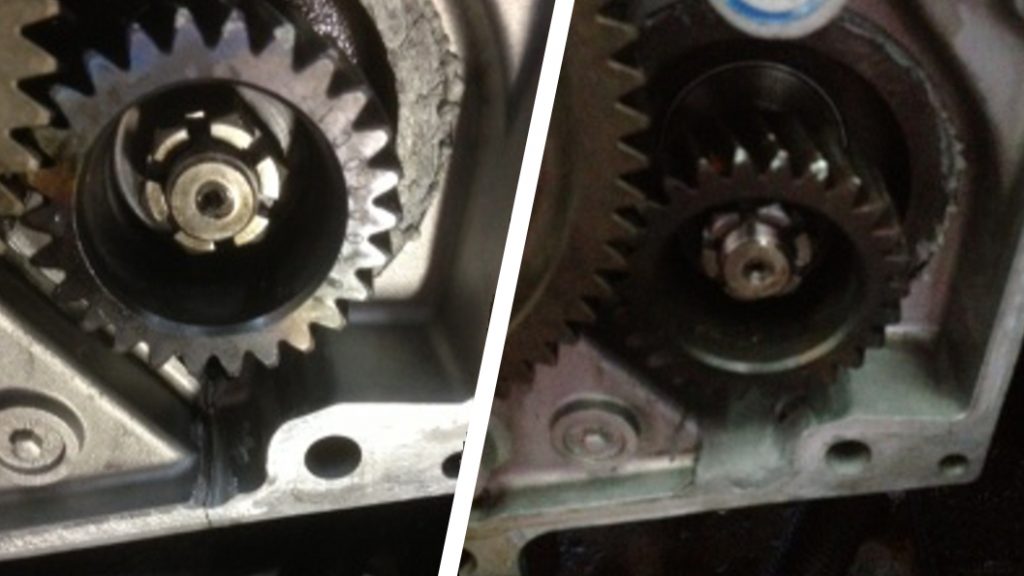
How to Repair a Crack in Metal
A crack in a metal surface or machine part can be filled to restore integrity using a Sylmasta epoxy repair compound, such as Industrial Metal Epoxy Paste or Superfast Steel Epoxy Putty. Common applications include repairs to pump casings, tanks, engines, gearboxes and bearing houses.
1) Surface preparation
Surfaces must be free from grease, paint, rust and grime. Cleaning and roughening the surface will optimise adhesion, ideally by grit blasting (8-40 mesh grit) or through grinding with a coarse wheel or abrasive disc pad.
Full instructions detailing the preparation process – including for aluminium and metalwork which has been in contact with seawater – are provided with the relevant metal repair product and can be found on the TDS.
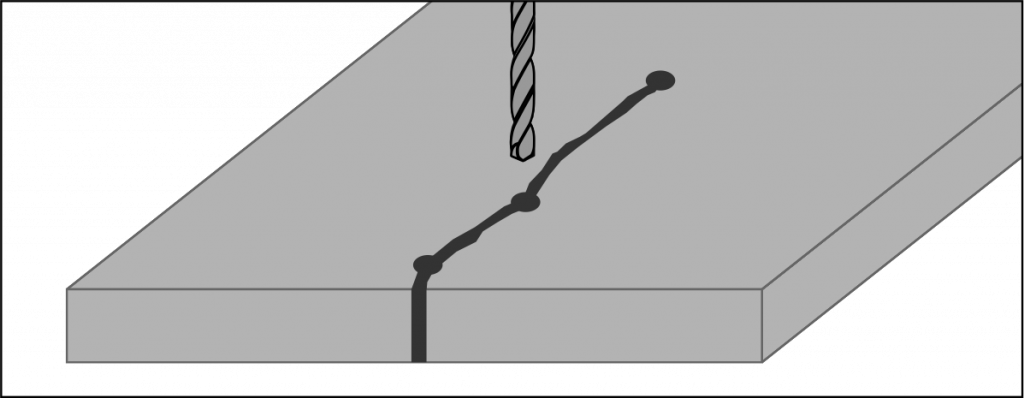
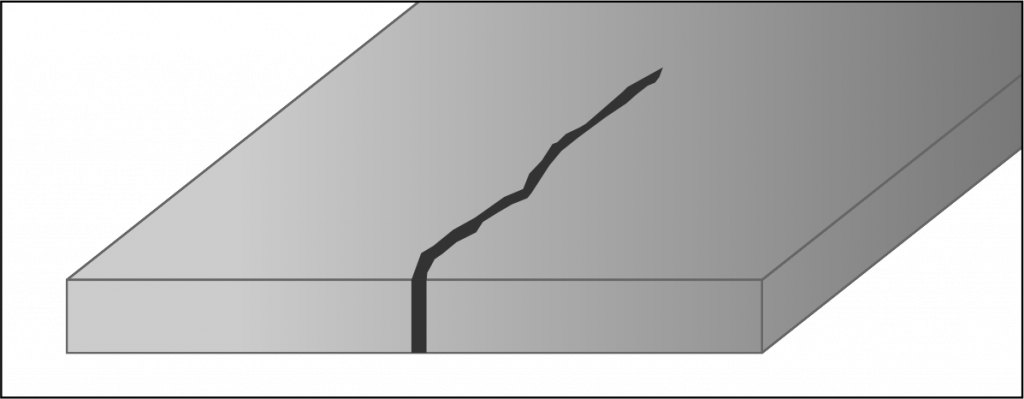
2) Drill holes
Drilling holes relieves stress concentration and prevents the crack from spreading further. Two holes should be drilled which are 3mm larger than the crack and placed at either end.
If the crack is over 125mm long, drill multiple holes along the length of the crack. Detecting dye can be used to determine the full length of the crack if it is unclear to the naked eye.
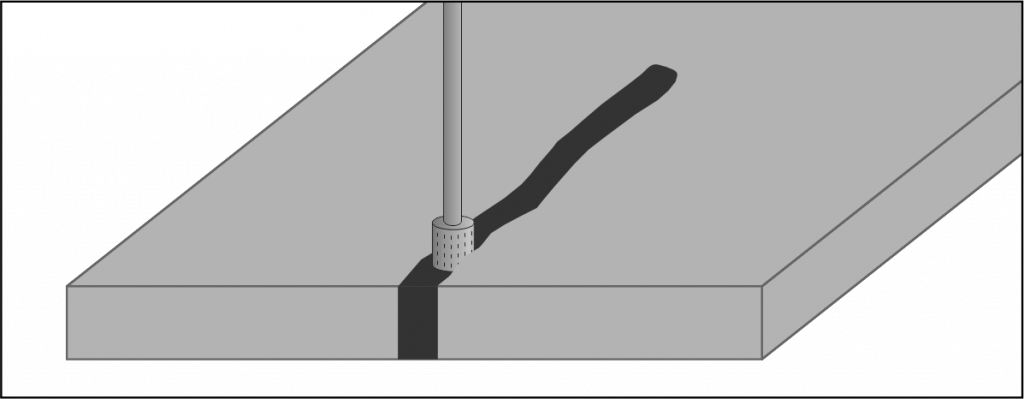
3) Increase repair surface area
Increasing the surface area of the repair improves the bond between the metal and the epoxy compound being used for filling the crack.
Create a V-shaped groove by drilling, cutting or grinding to open the crack up. Once this has been done, use Sylmasta Non-Flammable Degreaser to remove all traces of sandblasting, grit, oil, grease, dust or other foreign substances.
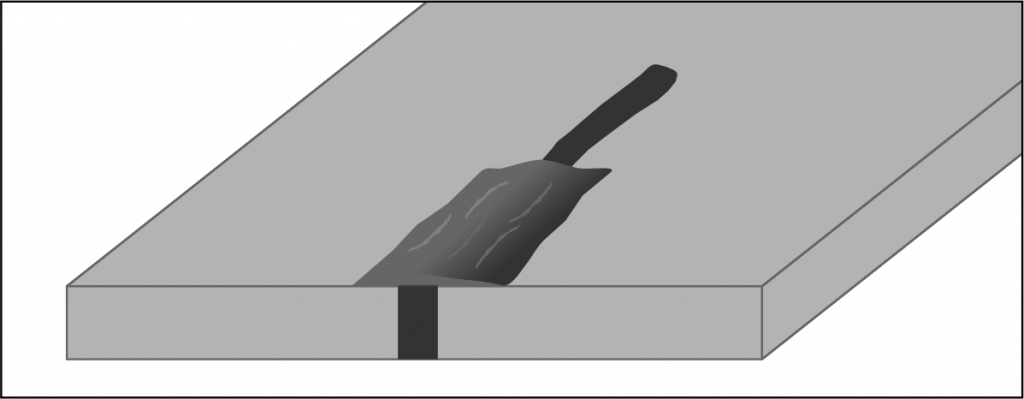
4) Apply epoxy compound
Follow the mixing instructions provided for the epoxy putty or paste being used for the application. Once mixed, force the repair compound into the crack. When using putty, this is done by hand. With paste, use a putty knife.
Fill the V-groove thoroughly, overlapping by 20mm on each side of the application area. Ensure the compound makes good contact with the surface for maximum adhesion.
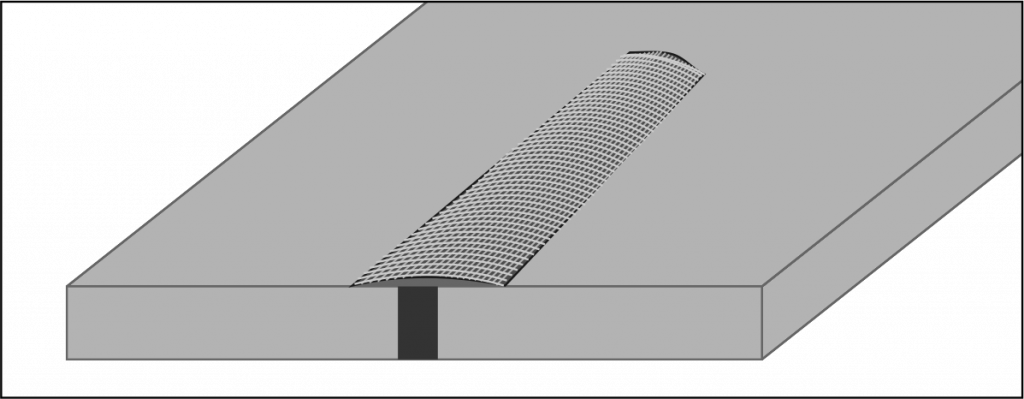
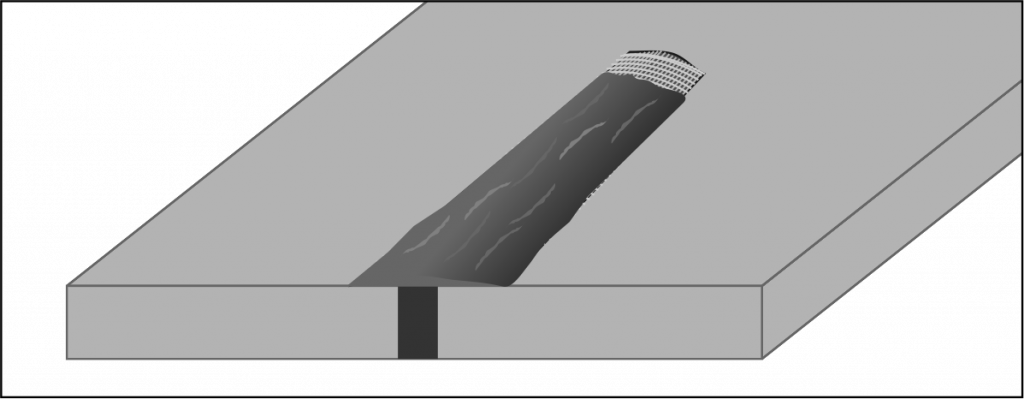
5) Reinforce the repair
Whilst the epoxy repair compound is still soft and not fully cured, it should be reinforced using a reinforcement material such as fibreglass, wire mesh or sheet metal.
If using a tape, imbed it into the epoxy. For sheet metal, lay it over the top of the repair area and press in gently to ensure contact with the epoxy.
6) Apply second layer of epoxy compound
Complete the repair by applying a second layer of epoxy over the reinforcement material. This layer should be at least 1.5mm thick. Smooth out the epoxy and feather the edges to keep with the contour of the repaired surface if required.
Leave the epoxy to cure according to the working times provided with the product. If necessary, cure speed can be accelerated by the use of heat. Never use an open flame.
If you have an application you would like to enquire about, then please get in touch
Call: +44 (0)1444 831 459
Email: sales@sylmasta.com
Sylmasta Products for Repairing Cracked Metalwork

Industrial Metal Epoxy Repair Paste
Metal-filled epoxy paste which rebuilds worn parts, fills cracks and protects against corrosion and chemical attack. It is the only Sylmasta epoxy paste which cures on wet surfaces and is BS 6920 compliant when used with SylWrap Bandage in pipe repair applications.
Work Time: 60 minutes
Functional Cure: 90+ minutes
Max Service Temp: 130ºC

Industrial Metal Rapid 5 Minute Epoxy Paste
Fast working version of Industrial Metal with a 5-minute gel time for repairs requiring a quick turnaround. It rebuilds threads, protects and reinforces metalwork and fills small cracks and breaks in parts of metal, plastic and wood.
Work Time: 5 minutes
Functional Cure: 60 minutes
Max Service Temp: 95ºC

Titanium Supergrade HT Epoxy Paste
Alloy-filled epoxy paste with very high compressive strength and extreme temperature resistance. It is used for the repair and maintenance of systems operating in environments up to 250ºC and stress-bearing equipment including shafts, keyways and splines.
Work Time: 180 minutes
Functional Cure: 16 hours
Max Service Temp: 250ºC
Related Metal Repair Case Studies